咨询:1640400212 合作:33527998 VIP群:25152793
咨询:1640400212 合作:33527998 VIP群:25152793 电话:13775238533(7*24小时)
电话:13775238533(7*24小时) 邮箱:maitu@maitu.cc
邮箱:maitu@maitu.cc
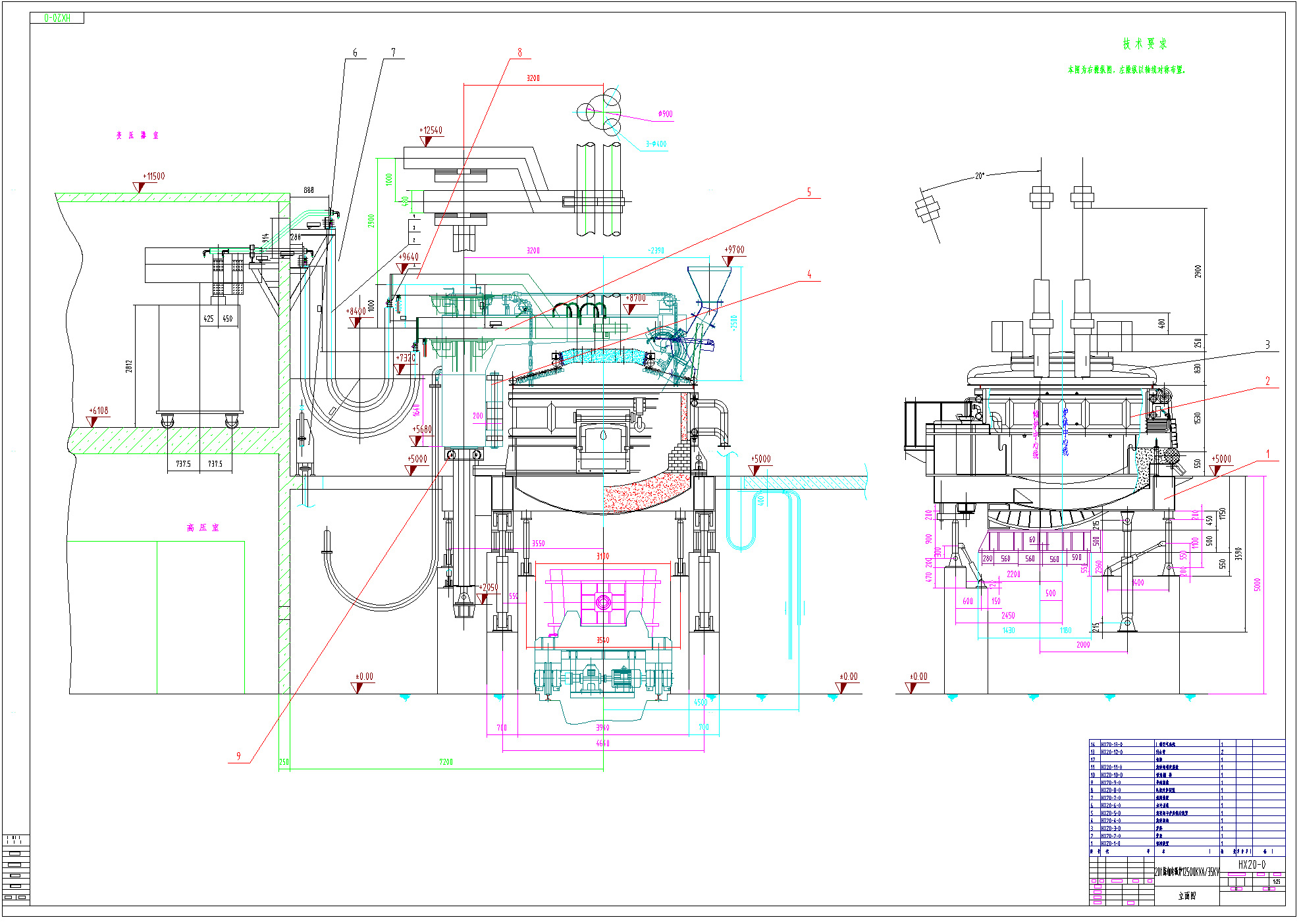
20t/12500KVA-EBT电弧炼钢炉
产品说明书
(机械部分)
1.产品简介:
本产品为炉盖旋转加料,偏心底出钢,连体高架式安装结构型式
的电弧炼钢炉。配有:导电横臂、管式水冷炉壁与水冷炉盖,以及电
极电液比例控制等先进技术的炼钢设备。
2.用途:
该产品用于废钢重熔冶炼.用于高质量碳钢、低合金钢、合金结
构钢,以及各种特殊合金钢。
3.产品使用条件:
3.1环境温度+5~40℃
3.2海拔不超过1000米。
3.3使用地区月平均最大相对湿度<85%,同时月平均温度<25℃。
3.4周围没有导电尘埃、爆炸性气体及能严重破坏金属和绝缘的腐
蚀性气体。
3.5无明显震动和颠簸的场地。
3.6室内使用。
4.产品主要技术参数:
4.1炉体
电炉公称容量 20t
最大出钢量 25t
炉壳内径 φ4000
熔池直径 φ3100mm
熔池炉衬壁厚度 450mm
炉缸底衬厚度 600mm
炉门开口尺寸 800x600mm
炉门坎距操作平台高度 550mm
4.2倾动装置
出钢/出渣倾角(最大) 20°/ 12°
出钢/出钢后返回倾动速度 1°/ 3°/s
4.3电极升降装置
石墨电极直径 φ400mm
石墨电极分布圆直径 φ900mm
电极最大行程 2900mm
电极升降速度 6/4.5m/min
电极升降调节方式 电液比例控制
4.4炉盖一提升/旋转装置
炉盖提升高度 400mm
炉盖旋开角 ~66°
4.5液压系统
系统工作压力 12Mpa
系统工作流量 160L/min
系统工作介质 水一乙二醇
4.6短网装置
电流额定负荷能力 24.89KA
4.7电炉变压器
变压器额定容量 12500KVA
4.8冷却水系统
冷却水进水压力 0.4~0.45Mpa
(水冷炉壁与水冷炉盖)
0.25~0.3Mpa(其余部位)
冷却水进水温度 <32℃
冷却水耗量
开环冷却水耗量 ~140t/h
闭环冷却水耗量 ~320 t/h
变压器 ~30 t/h
冷却水质 应符合GBl0067.1-4-88 《电热设备基本技术条件》
国家标准中的第5.1.3.3内容要求。既:
PH值 7~8.5
悬浮性固体 <1 0 mg/1
碱度 <60 mg/1
氯离子 平均 <60 mg/1
最多 <200 mg/1
硫酸离子 <1 00 mg/l
全铁 <2mg/l
可溶性SiO2 <6mg/l
溶解性固体 <300mg/l
电导率 <500μs/cm
总硬度 CaO mg当量
对于城市自来水系统和单回路循环水系统而言
带电体 <10
不带电体 <60
5.结构简要说明:
5.1电炉操作方式:左或右操作
5.2炉体装置:
炉体装置由炉壳、炉门机构、偏心底出钢机构等组成。
炉壳分为上下两部分,既上炉壳和下炉壳由碳钢钢板组焊而成。
设置了偏心底出钢位置,以及与倾动平台的安装法兰。
上、下炉壳由快装斜销连接,下炉壳与倾动平台通过斜销连接固定。
在偏心底出钢口上方的管状水冷块,设置了偏心底出钢口填料操
作门。
偏心底出钢机构由驱动油缸、旋转轴,以及出钢口堵板法兰等组
成。它设置在下炉壳出钢口附近,通过油缸驱动实现出钢口堵板法兰
的开闭。
炉门机构由炉门及其启闭机构组成。炉门及驱动轴均设置水冷以
延长其使用寿命。
5.3倾炉装置:
倾炉装置由驱动轨道、倾炉油缸、倾动平台及其水平支撑机构和
炉盖旋开支撑机构组成。
炉体安装在倾动平台上,通过倾炉装置完成电炉扒渣与出钢作
业。
倾动轨道为钢板组焊结构,其底面与基础固定,上平面设置啮合
孔。
倾动平台由钢板组焊而成,用于支撑炉体和电炉上部结构。倾动
平台下方的弧形轨道上的齿销与倾动轨道上的啮合孔相配合,实现炉
体滚动前倾、后倾动作。
倾炉油缸为驱动倾动平台提供驱动力。其下端与基础固定,上端
与倾动平台联结。 ’
水平前支撑机构与水平后支撑机构均由油缸和支撑柱组成。水平
前支撑机构用于电炉正常冶炼状态下水平稳定支撑。水平后支撑机构
用于电炉上部结构旋开时的侧向稳定支撑。水平后支撑机构上设炉体
更换安全前支撑锁定机构,当更换炉体时必须锁定前支撑机构。
5.4电极升降装置:
该装置由电极升降油缸、升降立柱、及其导向滚轮组、电极横臂、
绝缘构件等组成。
升降油缸安装于升降立柱内部,一端与托架相联,一端与升降立
柱相联,通过油压驱动立柱,带动电极臂升降。
升降立柱由无缝钢管与立柱轨道焊接而成。升降立柱通过上下两
组导向滚轮牢牢垂直定位于旋转架上,使其只能沿垂直方向运动。
导向滚轮由滚轮、轴承、轴承座等组成。用于升降立柱的垂直定
位。
电极横臂由铜钢复合板制造的导电横臂,内通水冷却。导电横臂
的前端装有电极把持机构,把持起油缸置于导电横臂的前端的内部。
电极抱环由非磁性耐热钢制造,且为水冷结构。电极导电体由特种铜
合金制造,水冷结构。在电极抱环的下方设置了电极喷雾装置,用以
降低电极工作温度,防止电极提前氧化。
电极横臂与升降立柱固定部位的绝缘构件采用密封式绝缘结构,
使得绝缘更加可靠。
5.5炉盖及其提升/旋转装置
炉盖为水冷管式结构,中心为耐火盖。
炉盖提升通过两个油缸水平回缩,通过链轮转向来提升炉盖,油
缸座落在旋转架的两个弯臂上。为保证两个油缸同步提升炉盖,在油
压回路中设置双联同步马达,以保证其同步上升。
旋转架做为炉盖、电极升降装置的支撑结构,由钢板和型钢组焊
而成。其弯臂为水冷结构。旋转架托架下部设有安装电极升降油缸的
托梁。托梁设计成可拆式结构,便于安装与运输。
旋转架的托架位于中心部位,通过带有滚动轴承的铰链与旋转装置
的支撑臂联接。
旋转装置由驱动油缸、转筒支撑臂、转盘轴承及驱动约束拉杆等
构成。构成旋转装置的上述构件相互联接之后安装于倾动平台上,组
成四连杆机构,实现炉盖移动和转动的复合运动。
旋转架的托架两侧设有旋转架锁定机构,当炉盖旋回炉体正上方
位置后,被两锁定机构锁定。
5.6液压系统:
液压系统由电机、油泵、油箱、储能器及各类液压元件组成。放
置在液压室,为电炉各机械动作提供动力。
该装置为两泵系统,设计为一用一备,可互换、交替工作。为满
足瞬时最大流量及减少泵的工作时间,系统中设置了大容量蓄能器组
及其下限压力保护措施。
考虑到电炉设备长期连续性工作状况,系统中设置了工作介质油
水冷却装置,以使工作介质始终处于正常温度范围之内,由此可延长
工作介质以及各类密封件的使用寿命。
5.7冷却水系统
本电炉冷却水系统由两部分组成,既冷却水箱、炉体设备冷却。
水箱用于冷却短网水冷大截面电缆、导电横臂及导电体和电极抱
环,旋转支撑筒等。每只回路均设有截止阀。
炉体设备冷却:由Dgl50管道通过软管联接到炉体总进水路,
炉体上的总回水亦通过Dgl50管道及软管联接至车间总回水管。
5.8短网装置:
该装置由补偿器、铜管及其非磁性支撑架、绝缘件、大电流互感
器及水冷软电缆组成。该装置构成变压器二次大电流输电通路,通过
导电横臂和石墨电极完成电能输送功能。
5.9电炉变压器:
该电炉配有12500KVA/35KV专用电炉变压器。它是将用户的
35KV高压电网直降至电炉工作电压。其结构为二次外封,顶出线结
构。
5.10高压系统:
详见高压系统说明书
5.11电炉低压配电与控制系统:
详见本炉电气说明书
6.设备安装与注意事项:
本电炉的总体安装顺序和注意事项说明如下:安装人员应熟悉设
备组成,在安装前认真核对和检验设备基础的正确性,无误后转入安
装。
6.1倾炉轨道的安装
要求两条轨道中心线与电炉横向中心线垂直,且两条轨道的不平
形度<0.5‰;两条轨道在全长范围内不水平度<l‰。安装中需特别注
意两轨道对应啮合孔位置。初步确定无误后,将轨道接底板适当点焊
于基础预埋钢板上。
6.2倾炉机构的安装:
在安装现场的安装平台上,将解体设计的倾炉平台按图纸要求组
焊成整体。将其安放在倾炉轨道上。注意倾炉平台弧形架上的啮合销
与倾炉轨道上的啮合孔对应啮合,在用吊车吊起倾动平台炉门侧端
部,试将倾动平台在倾动轨道上滚动,同时观察两轨道的啮合状况。
将倾动平台上平面置于水平状态,检查回转轴承安装底法兰的水
平度,在其最大直径的范围内水平度应<0.5‰。采取临时措施,将平
台支撑于水平状态。安装平台水平支撑和炉盖旋开支撑机构,以恰好
撑住倾炉平台下平面支撑块为宜。安装倾炉油缸,要求两油缸严格按
图纸的装配尺寸定位,且保证油缸中心线垂直,将下油缸座焊牢在基
础预埋钢板上。至此,整个倾炉机构已正确安装就位,将倾炉轨道的
焊接底板牢牢地焊接于预埋钢板上,周边连续角焊,焊缝高度不小于
18mm。焊接时采取措施,防止焊接引起的明显变形,影响倾炉轨道
的平行度与水平度。
6.3安装炉体:
炉体为解体设计,分为上下炉体。如果安装现场条件允许,可首
先进行炉体总装,然后整体安装在倾动平台上。否则利用倾动平台进
行炉体总装。
首先降下炉壳按炉体装配中心线安装在倾动平台上,通过两个斜
销与倾动平台联接固定。再安装上炉壳,通过斜销将上下炉壳固定为
整体。之后进一步安装炉体上的附件:水冷炉壁、炉门水冷框、炉门
及其提升机构、偏心底出钢机构。炉体附件安装就位后,联接各冷却
水支路,要求各联接部位在工作压力下不得渗漏。各分支水路与炉体
上的总进水、总回水管联接,按实际位置配接。炉门提升及偏心底出
钢运动部位要求运转灵活,运动起始与终点位置准确。
炉体安装后检查炉壳上平面水平度<5mm,可通过调整炉壳法兰
与垫块来实现,并保证法兰与垫块垫实。
6.4安装操作平台:
根据图纸尺寸,将操作平台安装于倾动平台上,将偏心底出钢部
位操作平台安装在炉体上。联接时通过焊接、确保焊牢。
6.5安装旋转装置:
按图示旋转中心位置水平放好回转支撑,以回转中心为圆心,找
正回转轴承内径,内径对于回转中心偏移应<0.2mm。将回转轴承焊
接底环焊接于倾动平台上。双面角焊,焊缝高度不小于20mm。焊接
时严格制定焊接工艺,保证焊接质量,防治焊接变形。将回转轴承内
环用特制高强度螺栓与焊接底环牢牢紧固,且注意固定好每个螺栓的
防松垫圈。
安装回转机构的支撑筒,用特制高强度螺栓与回转轴承外环联
接;并上好防松螺母。然后根据图纸定位尺寸安装旋转驱动机构,在
保证油缸轴线处于水平情况下,将油缸支架焊牢于倾动平台上。与油
缸活塞杆相联的曲柄先不与转筒焊接,待后续部件安装完成再施以配
焊。见下述相关部分说明。
6.6安装旋转架:
将旋转架水平吊起与旋转机构的转筒支撑壁相配合,用通轴铰链
将旋转架与转筒支撑臂联接起来。然后将水平止推轴承的底座焊牢与
支撑臂的托架上。此旋转架的安装关键,应具备高水平的起重工。
旋转架安装后,将位于旋转架下平面的电极升降油缸托架用螺栓
紧固。
6.7安装炉盖:
将初步安装的旋转架用人力转至变压器墙侧,转开角度以弯臂让
开炉体上口止。把炉盖吊放在炉体上口平面对好炉体垂直中心线及纵
横水平中心线。
6.8安装炉盖提升机构:
将旋转架用人工旋至炉盖上方图示准确位置。然后安装2个提升
油缸及其、链轮、连杆等与炉盖4个吊耳固定。注意保证油缸中心线
与水平面平行,链条垂直于水平面,以保证炉盖升降运动灵活。
经过上述部件安装,旋转架已处于正确位置,此时应转入上述部
件未安装部分的补装工作。
6.9旋转架约束杆机构安装:
按图示位置尺寸定位约束杆位于倾动平台上一端的支座,使支座
与倾动平台焊牢。约束杆另一端与旋转架连结。
旋转机构曲柄定位焊接。将旋转油缸活塞缩回缸筒内,使活塞与
缸底留有10mm行程,此时使曲柄与转筒相连面相靠吻合且水平后,
将曲柄牢焊在转筒上。
6.10旋转架锁定与支撑座的安装
按图示尺寸位置将旋转架两侧锁定机构配焊于相应位置上,并保
证锁定销插入锁定与拔销灵活。
6.11电极升降装置的安装:
在安装现场,现把升降油缸装在升降立柱内部,然后吊入旋转架
上、下平面导向轮组之中,使立柱与内部的升降油缸中心线重合,并
保持垂直。再安装电极横臂、立柱与横臂间的绝缘,按图示结构装好。
在紧固大螺栓前,应检查夹持器电极分布圆心尺寸及导电体园弧柱面
的垂直度。试夹石墨电极,检查三相电极与中心耐火盖三电极孔配合。
最后将升降油缸下端支座底板牢焊在托架上。
6.12安装短网装置:
按基础图提供的位置尺寸,将铜管支承架固定在变压器室侧墙的
予埋钢板上。
补偿器与变压器二次出线端和铜管连结要求紧密接触,导电良好
可靠。
大截面绕性电缆两端接头均应接触良好,螺栓紧固可靠。
6.13液压系统的安装:
按图提供的位置,使油箱、泵架、阀架等部分就位,并用地脚螺
栓牢固与基础固定。
检查油箱、油泵、阀件的清洁度、安装输油管道。管道应经二次
安装。经弯制、焊接的输油管道预装之后卸下。经酸洗工艺处理,再
经二次安装,保证管道的清洁度,并注意密封处,要求不得渗漏。在
各条管道长度方向上每隔1~1.5m设置一固定卡。
6.14电炉冷却水系统的安装:
见冷却水系统原理图和基础图所示。
管路走向要合理、整洁、可靠固定,不得有渗漏现象,保证工作
可靠。该系统安装后暂不通水试漏检查,待短网系统试验后再通冷却
水。
6.15电炉各动作一限位开关装置的安装,见相关图纸。
6.16高压系统、电炉变压器、低压配电与控制装置的安装。详见电
气部分说明。
6.17设备安全接地的安装:
为保障操作人员的人身安全,整台设备安装后,还必须按有关规
定,做好接地保护的安装工作。
7.检查、试验、使用与日常维护注意事项:
7.1根据设备系统图与原理图认真检查连接的正确性直到无误。
7.2根据电气原理图和外部接线图认真检查连线的正确性直到无误。
7.3认真检查所有部位的螺栓紧固状况,确认紧固可靠,并在使用
期内定期检查。
7.4短网与电极升降装置绝缘电阻的测量与绝缘耐压试验:
在未通冷却水前,且短网补偿器与变压器二次出线端断开、悬空,
不得与任何物件相碰。
所有绝缘部位用500V摇表测量对地绝缘电阻>20M Q。短网(含
导电横臂)以2000V工频电压,从1000V起,在10s内逐渐增加电
压值到2000V,并在此电压下保持lmin,不得有闪烁和击穿现象。
试验合格后,恢复补偿器断开端的连接。注意保持绝缘件和周围
金属构件清洁,防止绝缘失效。在设备运行期也应定期检查绝缘和螺
栓紧固的可靠性。
7.5控制系统的检查和试验:
1)查各限位开关安装位置的正确性,并逐个检查各限位开关动
作正确可靠。
2)检查各连锁线路接线正确性,并试验正式可靠。
3)检查液压、水冷、气动各系统连接与装置工作正确可靠。
4)变压器调压,及各类保护正确可靠。
5)高压开关系统操作与各类保护正确可靠。
7.6液压系统的检查与实验:
1)加入清洁的工作介质至最高液位。
2)手动检查电机一泵旋转灵活,旋向正确。
3)打开吸管阀门,溢流阀调至空载状态。
4)起动油泵电机试运转,随时监听泵运转正常与否。若发现异
常,立即停泵检查原因并排除。
5)在液压装置正常运行中,对各执行油缸动作的正确可靠性与
稳定性进行局部试验,在试验各执行油缸充液的同时应及时对缸
和输液管道进行排气。
7.7冷却水系统的检查与试验:
1)进一步检查各输水管道连接的可靠性。
2)分别对各部分水路进行试压,并检查水流是否正常,各冷却
部位应无渗漏和无明显变形现象。
3)检查各段输水胶管工作情况,在额定压力下应无明显“膨胀”
现象,且随炉子运动时弯曲长度适当。
4)在靠近高温部位的软管用石棉布包扎加以保护,在使用过程
中注意经常检查与更换。
7.8更换炉体操作使用注意事项:
更换新炉体操作之前,需用人工先将两个水平面支撑柱用设备所
带的两个联接板固定好,然后将倾动平台的旋转支撑撑住。如此操作
之后,方才进行旧炉体的更换。炉体更换后,必须将水平前支撑柱上
的两个联接板取消,放在一边保存好,以备下次炉体更换时使用。
8.电炉各动作冷态试验与操作:
在对电炉进行上述总体安装、检查且保证正确之基础上,对电炉
各动作进行冷态试验。与此同时使操作者掌握操作程序,以便正确使
用电炉。
8.1电炉炉门试验与操作:
操纵位于炉前控制台上的转换开关,控制相应电磁球阀,驱动炉
门液压缸带动炉门升降。连续运行三次,运转应灵活,控制应可靠。
8.2扒渣动作试验与操作
该动作的必备操作条件:炉盖处于关盖位置,旋转架处于锁定位
置,倾动平台旋开支撑柱处于撤出位置。操纵位于炉前控制台上的转
换开关(或按钮)向出钢方向使倾动平台稍稍抬起后停止,再操纵开
关使倾动平台水平支撑机构的撑柱处于撤出位置,再操纵扒渣开关使
倾动平台向扒渣方向倾动。扒渣倾角由炼钢工艺操作控制。扒渣结束
后,操作开关,使倾动平台向出钢方向倾动至水平位置,再操作水平
支撑机构,使撑柱撑住平台,即完成扒渣动作的循环操作。连续循环
操作三次。
8.3出钢动作试验与操作
该动作的必备操作条件:炉盖处于关盖位置。旋转架处于锁定位
置;倾动平台旋开支撑柱处于撤出位置。在出钢台上操纵开关使倾动
平台向出钢侧倾动,当倾动~3。角时打开偏心底出钢口法兰,钢流下
注出钢;调整好出钢动作控制的比例阀,可实现连续倾动出钢操作。
出钢达额定容量后,操纵开关使炉体快速返回水平位置,关闭偏心底
出钢法兰堵板。既弯成出钢动作一个循环。连续运行试验三次。
8.4电炉装料动作试验与操作:
该动作必备操作条件:炉体处于水平位置,水平支撑处于撑住位
置,旋开支撑处于撑住位置。
在炉前控制台上操作相应开关:提升炉盖至上限位置,打开旋转
架锁定使其处于拔销位置,在操作炉盖旋开开关,炉盖旋开至最大角,
用料框将废钢装入炉内。然后操纵开关旋回炉盖于炉体正上方,落下
炉盖至下限,锁定旋转架,撤消旋开支撑柱。装料操作完成工作循环。
连续运行三次。
注意:电炉装料动作试验时,炉体、炉盖均应完成砌筑。
8.5电极升降动作试验与操作:
在控制室的电极控制台上,给人为信号使三相电极分别和同时上
升和下降。连续试验三次。其动作条件是炉体处于水平状态,炉盖盖
在炉体上,旋转架处于锁定状态。
8.6三相电极放松与夹持试验与操作:
用实际电极放入抱环内,操纵开关放松夹持,连续三次。
8.7在上述各动作单体试验与操纵之后,确认动作可靠基础上,可
转入冷态联动试车。联动试车连续三次。
完成上述试车之后,方可进入热炉运行。
设备热炉运行必须严格遵守下列几点:
1) 现场操作人员必须经严格培训,熟练掌握操作程序。经考
核合格方可操作电炉。
2) 制定操作规程,严格按操作程序操作。
图纸目录

总图预览