

 咨询:1640400212 合作:33527998 VIP群:25152793
咨询:1640400212 合作:33527998 VIP群:25152793 电话:13775238533(7*24小时)
电话:13775238533(7*24小时) 邮箱:maitu@maitu.cc
邮箱:maitu@maitu.cc
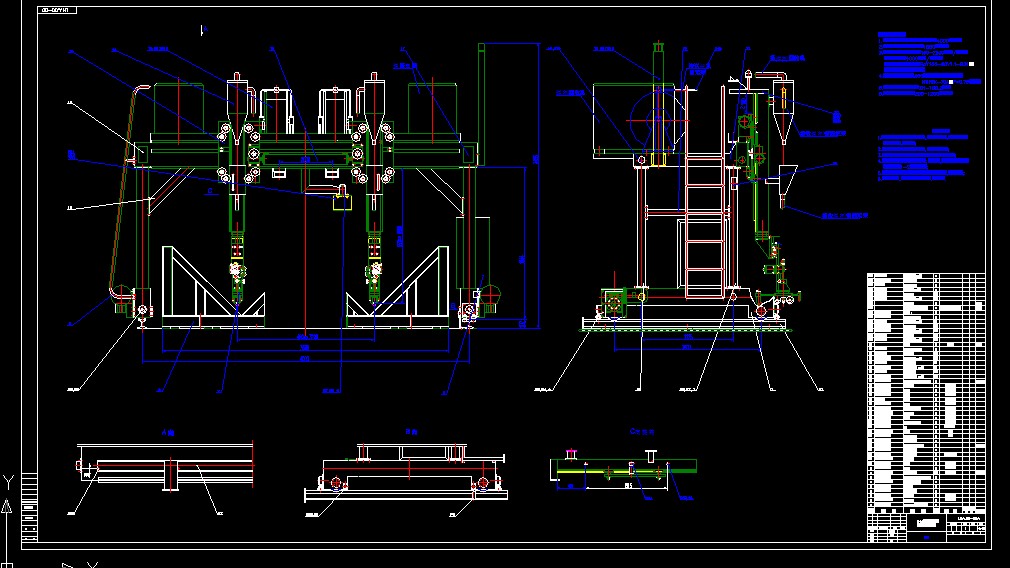
MZG—2×1000门型埋弧焊机
1、技术参数
轨距: 4000mm
轨长: 18000mm
H型钢宽度: 200—800㎜
H型钢高度: 200—1500㎜
H型钢长度: 15000㎜
焊丝直径: 3.2-5㎜
焊接速度; 250—1200㎜/min(变频无级调速)
2、性能特点
MZG-2×1000门型埋弧焊机是H型钢焊接的专用设备之一。其主传动采用超低速电机带动,交流变频器控制驱动,运行速度稳定,数显线速度,清晰可靠。配置三轴机械跟踪导弧机构,左右旋转为浮动式跟踪,确保焊枪始终准确对准焊缝,其焊接头为双向来回式,节约焊接时间,提高工作效率。埋弧焊电源设置在龙门架上随车移动,使焊机控制电缆及焊接线缆缩短,反馈性能好,焊接电流稳定,响应速度快,压降小。焊接控制与台车控制一体化联动控制,操作方便可靠。
3、供货范围及组成单元
机 台 总 成 含:门架、行走机构、横向滑架机构。
焊 接 台 车 含:升缩柱、电机传动机构、移动机构及其附件两组。
导 弧 装 置 含:焊枪、机械拉力机械调整机构及送丝头附件两组。
焊药回收系统 含:100Kg焊粉回收机、分离料桶等各两套。
电 控 系 统 含:控制箱、交流变频双边驱动器。
焊 接 系 统 含:MZ-1-1000焊机2台、焊接电缆(952电缆200米)、电缆传导滑车11只。
备 品 备 件 含:导电嘴6只、按钮开关3只,熔芯5A,1A,10A各2只。
4、提供的配置部件
A: 行走驱动电机配用变频同步电机 2台
B: 焊臂升降配用减速机 2台
C: 焊臂横向移动配用蜗轮减速机 2台
D: 焊剂回收机门 2台
E: 药粉斗 2套
F: 吸咀 2只
G: 吸粉管 2×5米
H: 导弧装置 2套(包括焊枪)
I:电器箱、控制箱 各1套(变频调速)
J:行走路轨 2×18m(24公斤)
5、技术文件
A、整机基础图(合同生效后发用户)
B、整机使用说明书(含电器原理图、线路吊加制作图、V型架制作图)
C、装箱单
6、需方提供的部件
A、按提供的资料做好基础。
B、导线滑线架。
C、焊件V型架
D、减速机用润滑油(20号机械油)
E、提供电缆3×4㎜2+1×2.5㎜240米(配电箱至本机控箱)
F、电源380V 50HZ
G、需方按供方提供的资料做好基础、焊接件后通知供方进场安装
7、焊接电源可由用户选配或我公司标配。
8、经济效益分析
由于焊接工艺参数是前辈们劳动成果的结晶,是无法改变的。为提高生产效率只能从“人”的因素出发,改进后的门型焊机由原先需4人操作一台机器变成2人(1.5人)节省了人员,另外还能从减少调整时间(从机械式改成气浮动式加快了“对焊缝”的速度……)和减少辅助操作的时间(用一台与门焊机同一轨道的手推式龙门行车,避免了行车调度上种种毛病,提高了从一条直焊缝转换到另一条直焊缝的时间……)做到了“省时”,完全能替代进口设备,可为国家节省大量外汇。
机械式的焊缝跟踪装置增加了一些附件装置还可以变成双向焊接,确保了焊缝的质量,达到质量好,速度快,提高了国产设备的社会形象。
通过焊缝焊接时的自动跟踪和焊剂回收系统的选用改善了环卫功能,节省了大量劳动力。
9、验收标准
引用我公司企标Q/320222-1996〈H型钢自动焊接成套设备〉
冶标YB3301-92〈焊接H型钢〉
 国标GB50205-95〈焊接H型钢〉
国标GB50205-95〈焊接H型钢〉

